
Como o principal consumível para impressão 3D de metal, pó de metal tem um impacto crucial na qualidade dos produtos impressos. Este artigo compara principalmente dois processos de preparação de pó metálico de alta qualidade comumente usados, atomização de argônio por indução a vácuo (VIGA) e método de eletrodo rotativo de plasma (PREP), e o desempenho de pós metálicos impressos em 3D produzidos pelos dois pós.
Método de fabricação de pó metálico VIGA
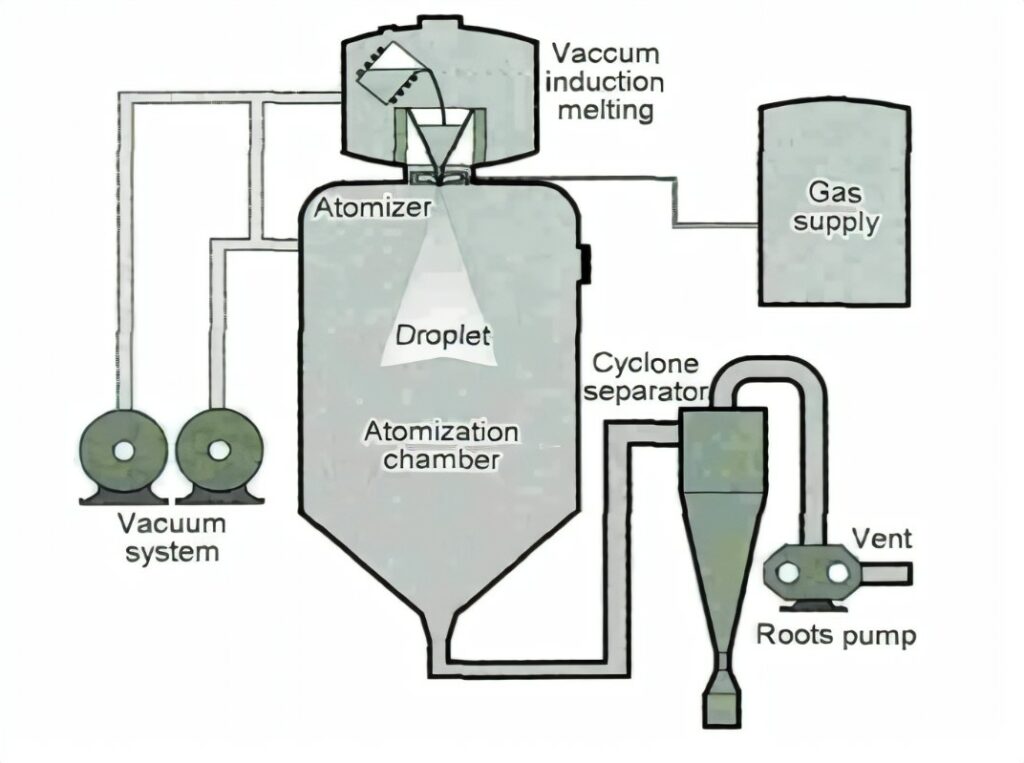
Um método de fabricação de pó AA é um método de fabricação de pó que usa um fluxo de gás de argônio de fluxo rápido para impactar o líquido metálico, quebrá-lo em partículas finas e depois condensá-lo em um pó sólido. No método convencional de pó de atomização de argônio de cadinho (VIGA), o metal fundido para entrar em contato com o cadinho, erosão refratária pode ser adicionado às inclusões cerâmicas de pó de metal, especialmente na preparação de pó de metal ativo (como pó de liga de titânio), o o metal reagirá com o refratário, não apenas aumentará as inclusões, mas os elementos refratários serão reduzidos ao metal fundido, de modo que a composição do pó mude.
A fim de melhorar a pureza do pó, o método convencional de atomização de argônio foi otimizado e o método de atomização de argônio livre de cadinho (EIGA) foi proposto. O método EIGA derrete o material do eletrodo de rotação lenta por uma bobina de indução de alta frequência e forma um fluxo de líquido fino controlando os parâmetros de fusão (o fluxo de líquido não precisa tocar o cadinho resfriado a água e o tubo guia) e quando a liga fluxo de líquido flui através do bocal de atomização, o fluxo de líquido é quebrado e solidificado pelo fluxo de ar pulsado de alta velocidade do bocal de atomização para formar partículas finas de pó. A desvantagem é que o tamanho de partícula do pó de metal feito pela tecnologia doméstica é grosso e grande, e a inclinação do eletrodo também levará à composição não uniforme do material de liga em pó.
O método AA tem as vantagens de baixa poluição ambiental, alta esfericidade do pó, tamanho de partícula controlável e baixo teor de oxigênio, e é o principal método de preparação para pós de ligas especiais e de alto desempenho. No entanto, a eficiência de esmagamento do método AA para líquido metálico é menor do que a atomização de água, e há pó oco, pó escamoso e pó satélite e outro pó moldado, e a faixa de distribuição do tamanho do pó é ampla. Além disso, o equipamento não é fácil de limpar devido ao grande corpo do forno e à tubulação complicada do método AA. Portanto, a preparação de diferentes pós metálicos causará contaminação cruzada devido à limpeza incompleta do forno, o que reduzirá a pureza e a qualidade do pó metálico, o que afetará seriamente o desempenho das peças metálicas em pó.
Método de fabricação de pó PREP
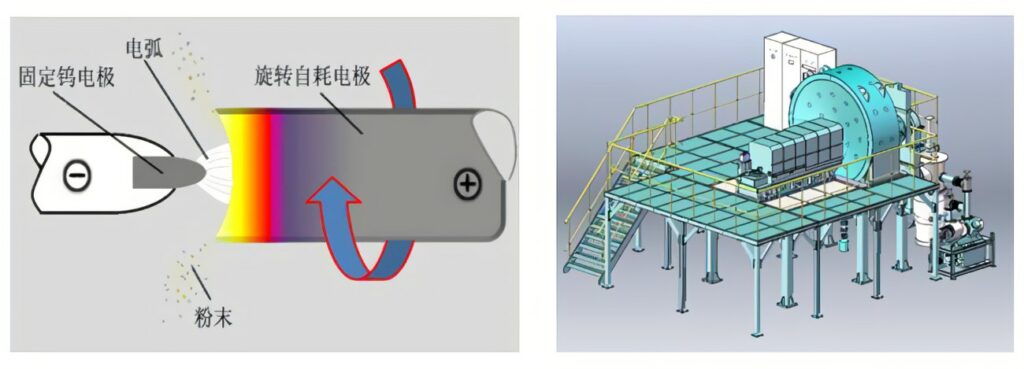
O método PREP é transformar a liga de pó no eletrodo, usando o arco de plasma para torná-lo parcialmente derretido, o eletrodo de liga gira em gás inerte em alta velocidade e o metal derretido forma pó de liga esférico sob a ação da força centrífuga e o tamanho do pó pode ser controlado ajustando a velocidade de rotação e o diâmetro da haste do eletrodo para melhorar o rendimento do pó de tamanho específico. Os pós metálicos esféricos de alta qualidade preparados por este método são livres de contaminação refratária e, portanto, têm inclusões cerâmicas mínimas (principalmente da liga original) e maior limpeza. Além disso, o corpo do forno é fácil de limpar, portanto não há contaminação cruzada devido à má limpeza após a preparação de diferentes pós metálicos.
O forno é fácil de limpar e não causa contaminação cruzada devido à má limpeza após a preparação de diferentes pós metálicos.
A impressão 3D com pó PREP tem as seguintes vantagens: (1) maior esfericidade, acabamento superficial, boa fluidez, alta densidade aparente, uniformidade tão boa de colocação de pó, alta densidade de produtos impressos; (2) tamanho de partícula de pó pequeno, distribuição de tamanho de partícula estreita, baixo teor de oxigênio, menos/sem esferificação, fenômeno de aglomeração, bom efeito de fusão, alto acabamento de superfície dos produtos e a consistência e uniformidade da impressão podem ser totalmente garantidas; (3) basicamente não há pó oco, pó de satélite, o processo de impressão não existirá no entreferro, envolvimento e poros de precipitação, rachaduras e outros defeitos causados pela bola oca. As peças impressas com pó AA apresentam porosidade óbvia e baixas densidades, enquanto as densidades dos produtos impressos com pó PREP são significativamente melhoradas.
O método PREP tradicional possui hastes de eletrodos de pequeno diâmetro, baixa velocidade e não pode ser produzida continuamente, além de apresentar problemas como tamanho de pó grosso e baixa eficiência. Para atender aos requisitos de pó de metal de impressão 3D de alta qualidade, foi desenvolvida uma nova geração de tecnologia e equipamento de atomização de eletrodo rotativo de plasma (N-PREP), que possui um diâmetro máximo de eletrodo de 70-100 mm, um limite velocidade de 18.000-30.000 r/min, e uma tecnologia de alimentação de barra contínua integrada, com uma capacidade de carga de barra de mais de 50 bars/time e um tamanho de partícula de pó preparado de d50 not O diâmetro máximo do eletrodo atinge 70 ~ 30.000 mm, e a velocidade máxima atinge 18.000~30.000 r/min.
Outras tecnologias de preparação de pó metálico para impressão 3D
Além das tecnologias de fabricação de pó acima mencionadas, o método de atomização combinado de jato de água e ar coaxial, a tecnologia de processamento de esferoidização de plasma também é usada para preparar pó de metal de impressão 3D. A tecnologia de fabricação de pó de atomização combinada de jato de água e gás coaxial usa gás de alta pressão para pré-esmagar o fundido, que é puxado e puxado, quebrado em pequenas gotas e, em seguida, a água de alta pressão colide com as gotas grandes para quebrá-las ainda mais finas gotas. Esta tecnologia combina o baixo custo de atomização de água, mantendo as vantagens de alta esfericidade e baixo teor de oxigênio de aerossolização, e o pó preparado tem melhor esfericidade do que atomização de água, tamanho de pó mais fino do que aerossolização e menor teor de oxigênio do que atomização de água. A tecnologia de esferoidização de plasma é através do gás transportador para enviar o pó para o plasma de alta temperatura, as partículas de pó absorvem rapidamente o calor após a superfície (ou toda) derreter, sob a ação da condensação da tensão superficial em gotículas esféricas, na câmara de resfriamento após a solidificação a frio repentina e será fixado esférico para baixo, de modo a obter um pó esférico denso.
Comparação de desempenho de pó
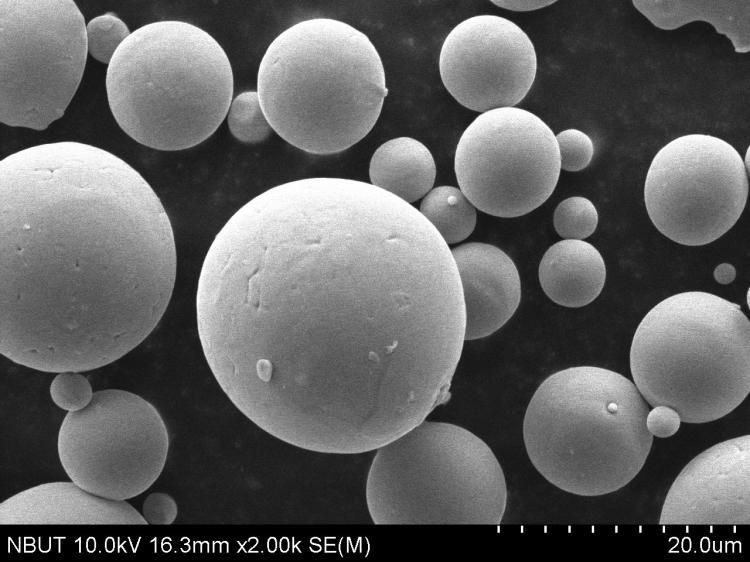
O pó VIGA é basicamente de forma esférica, contendo pó ligado por satélite, pó encapsulado, pó quebrado, pó oco e pó irregular. O tamanho médio de partícula é fino e a faixa de distribuição de tamanho é ampla, com 16,5% (fração de massa) do pó menor que 50 μm e 46,6% (fração de massa) do pó de 50 a 150 μm. O pó possui alto teor de inclusões cerâmicas, principalmente da liga de origem e do material refratário do processo de atomização. A produtividade do pó é relativamente alta.
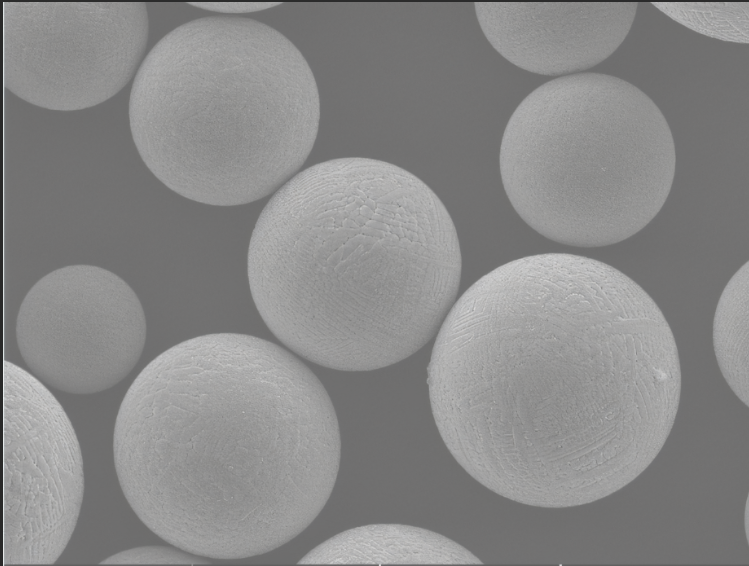
O pó PREP é principalmente esférico, pó irregular e pó oco é menor, a superfície é lisa e limpa. O tamanho do pó é grande, a faixa de distribuição de tamanho é estreita, o pó inferior a 50 μm tem 0,4% (fração de massa), o rendimento de pó de 50 ~ 150 μm é 85,3% (fração de massa).
Número. A pureza é alta, basicamente mantendo o nível da barra de liga, sem contaminação do cadinho. A eficiência de produção é relativamente baixa.
Método PREP na preparação de pó esférico ultrafino (tamanho de partícula não superior a 50 μm), o rendimento não é alto e a eficiência de produção é relativa, o que é menos usado em equipamentos de impressão 3D do tipo espalhamento de pó. Portanto, há uma necessidade urgente de otimizar o processo e desenvolver uma nova geração de tecnologia e equipamentos de pó atomizado de eletrodo rotativo de plasma para melhorar ainda mais o rendimento de pó de metal esférico ultrafino e realizar a liga comum à base de níquel e cobalto e liga de titânio A tecnologia e o equipamento são desenvolvidos para melhorar ainda mais o rendimento de pós metálicos esféricos ultrafinos e para realizar a produção contínua de pós metálicos esféricos ultrafinos de alta qualidade, como ligas à base de níquel, cobalto e ligas de titânio em grandes quantidades, assim O desempenho de custo do pó de metal do método PREP pode ser melhorado e adaptado a vários O método PREP pode ser aplicado a uma ampla gama de dispositivos de impressão 3D e ser mais amplamente utilizado no campo da impressão 3D.
3 comentários
Good comparison between VIGA and PREP for metal powder production.
Your posts in this blog really shine! Glad to gain some new insights, which I happen to also cover on my page. Feel free to visit my webpage Webemail24 about Senior Health and any tip from you will be much apreciated.
Very good article! We will bee linking to this great article onn our site.
Keep up the good writing. https://odessaforum.Biz.ua/