
SLPA-N50
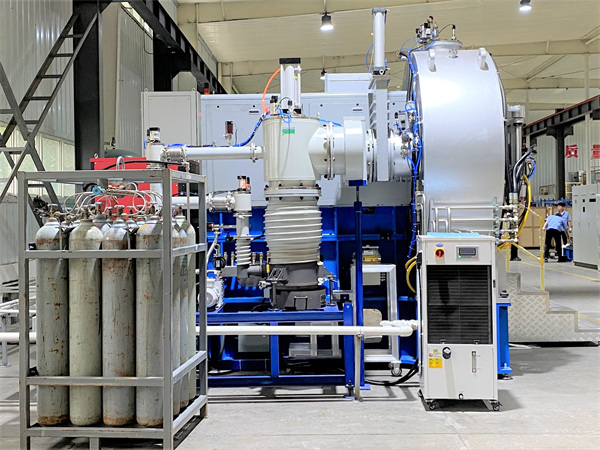
Medium-scale PREP System (SLPA-N50)
Целевые группы:
Пользователи, которые осуществляют непрерывное промышленное производство высококачественных сферических металлических порошков и требуют высокой производительности тонкого порошка.
Заявление:
Производство высококачественных сферических металлических порошков, таких как:
- Порошки из суперсплавов
- Порошки титанового сплава
- Порошки тугоплавких сплавов
- Порошки высокоэнтропийных сплавов
- Другие металлические порошки


Основное преимущество
- Разумная стоимость для среднесерийного производства
- Удобная эргономика, простота в эксплуатации
- Простой и профессиональный дизайн человеко-машинного интерфейса
- Относительно высокая производительность мелкодисперсного порошка (средняя скорость вращения: 30 000 об/мин)
- Производимые порошки имеют высокую сферичность (более 90%) и высокое качество, такие как порошки с низкой пористостью, порошки с низким содержанием сателлитов, высокую чистоту (низкое увеличение кислорода, ≤120ppm) за счет распыления в инертной защитной атмосфере.
- Температура плавления ≥2600 ℃, подходит для производства титановых сплавов, сталей, суперсплавов, тугоплавких сплавов, сплавов с высокой энтропией и т. д.
Основной принцип
Расходуемый электрод из металла или сплава, торцевая поверхность которого нагревается плазменной дугой до расплавления в жидкость, а жидкость выбрасывается и дробится на мелкие капли под действием центробежной силы высокоскоростного вращения электрода. Капли в конечном итоге образуют сферический порошок под действием поверхностного натяжения в процессе конденсации.
Технические характеристики
- Плазменная дуга
- Расходуемый электрод с высокой скоростью вращения (в среднем 30 000 об/мин)
- Защита инертным газом (Ar или He)
- Низкое энергопотребление
- Производимые металлические порошки имеют высокое качество и высокую сферичность, которые очень подходят для лазерной наплавки, горячего изостатического прессования (ГИП) и других процессов АП.
- Основные технические параметры
- Основные подсистемы
| Скорость вращения электродного стержня | Средняя 30 000 об/мин (регулируемая) |
| Диаметр электродного стержня | Φ50мм |
| Морфология порошка | Сферическая скорость ≥90% |
| Распределение частиц по размерам | D50≤63 мкм (суперсплавы на основе никеля)D50≤105 мкм (сплавы титана)D50≤100 мкм (сплавы W) |
| Вместимость | ≥80 кг (8 ч, жаропрочные сплавы на основе никеля) ≥ 40 кг (8 ч, титановые сплавы) ≥ 100 кг (8 ч, W-сплавы) |
| Приращение кислорода | ≤120 частей на миллион |
| Атмосфера | Ar или He (высокой чистоты) или другой инертный газ |
| Максимальная мощность | 300кВт |
| Площадь | 5м х 3м х 2м |
| Приложения | Ti&Alloys, Ni&Alloys, Co&Alloys, Stainless steels, high entropy alloys, Cu& Alloys and refractory alloys, etc. |
| 1 | Система плазменной пушки | Собственное проектирование и производство |
| 2 | Система вала с высокой скоростью вращения и механизм динамического уплотнения | Собственный дизайн и аутсорсинг |
| 3 | Система подачи | Собственный дизайн и аутсорсинг |
| 4 | Система сбора порошка | Собственный дизайн и аутсорсинг |
| 5 | Камера распыления | Собственный дизайн и аутсорсинг |
| 6 | Вакуумная система | Аутсорсинг |
| 7 | Система охлаждения | Собственный дизайн и аутсорсинг |
| 8 | Система газоснабжения | Собственный дизайн и аутсорсинг |
| 9 | Электропитание и электрическая система управления | Аутсорсинг |