
This article discusses the requirements for the use of powders in SEBM technology and some of the needs of Plasma Rotation Electrode Process (PREP) powders when used in SEBM technology.
Additive manufacturing (AM), also known as 3D printing. Unlike traditional subtractive manufacturing methods, it is based on a three-dimensional model that combines materials in a layer-by-layer stacking process to achieve solid material manufacturing.
Since the 1980s, additive manufacturing technology has undergone more than 30 years of development and has become an important development direction in advanced manufacturing technology, and is widely used in aerospace, biomedical and automotive industries.
Selective Electron Beam Melting (SEBM) is a key technology in Powder Bed Bonding (PBF). Xi’an Sailong Metal Materials Co., Ltd. was established to specialize in the technological research and industrialization of the whole SEBM industry chain and has launched the Sailong-S200 and Sailong-Y150 machines for production and R&D respectively.
SEBM technology has the following advantages: (1) high energy density with a utilization rate of up to 75%; (2) fast forming speed of 20 kHz and processing efficiency of up to 80 cm3/h; (3) no reflections and easy processing of materials with the high latent heat of melting; (4) low residual stresses due to preheating and improved forming quality; (5) non-polluting vacuum of up to 10-4 mbar level, which avoids contamination of parts by interstitial elements, etc. and facilitates the forming of chemically active materials; (6) easy maintenance, requiring only filament replacement, etc.
metal powders are the key raw material for SEBM applications.
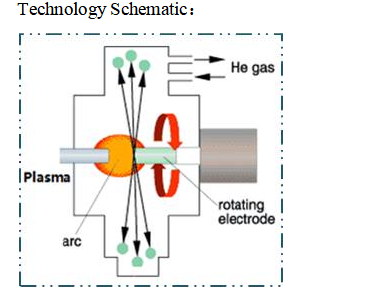
The preparation of metal powders with high sphericity, good flowability, low impurity content, high bulk, and vibrational densities, and dense internal particle size distribution in the range of 45-106 μm is a prerequisite for the application of SEBM technology. In order to meet the requirements of SEBM technology for metal powders, the main methods of preparing metal powders are Water atomization, WA, Gas atomization, GA, Plasma atomization, PA, and Plasma rotating electrode process, PREP Hydride-dihydride, HDH, etc. Compared to other preparation methods, Plasma Rotation Electrode Process (PREP) powders have the advantages of good sphericity, smooth powder surface, less satellite powder, and hollow powder, high purity, good flowability, and narrow particle size distribution, which meet the basic requirements of SEBM technology for raw powders. However, the PREP method has the disadvantage of a coarse overall particle size, which affects the properties and microstructure of the powder and ultimately the performance of the SEBM component, thus limiting its application. In addition, differences in surface tension, density, and thermal conductivity of different materials can lead to differences in the powder-making process and powder properties.
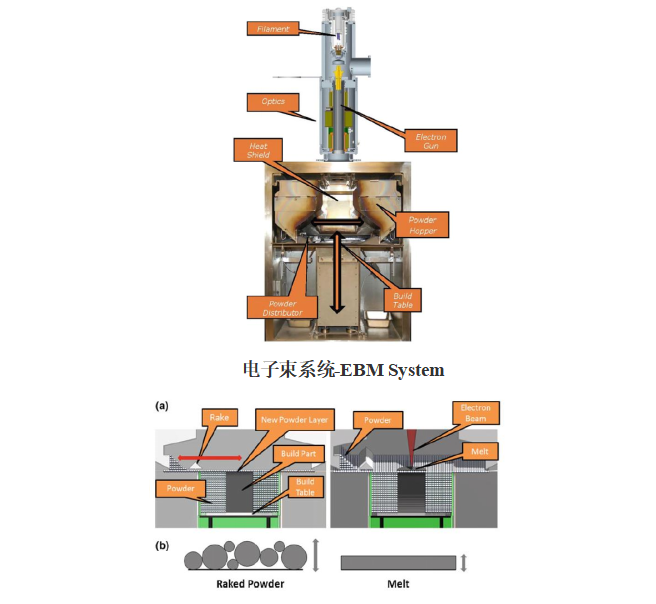
SEBM System
In the application of SEBM technology, the quality of the spherical metal powder plays a key role in the performance of the final formed sample.
The evaluation of spherical metal powders is based on the following criteria:
a. Particle size distribution
The particle size is the size of the powder, and the percentage of the volume of metal powder of different sizes in a certain size range is the particle size distribution of the powder.
of the particle size distribution, which is usually normally distributed. D10, D50, and D90 represent the percentage of the total powder volume in the cumulative distribution curve of 10%, 50%, and 90% respectively.
D50, also known as the median diameter, is often used to indicate the average particle size of a powder.
SEBM technology usually requires a concentrated particle size distribution and a concentration of 45-106 μm, in some cases up to 150 μm.
b. Chemical composition
This is the actual percentage of each element in the powder in wt.%. During the SEBM forming process, there may be some volatilization of elements, and, where satellite or hollow powders are present, there is a high risk of local defects forming within the sample, which can affect the denseness and mechanical properties of the sample. Amongst other things, the small size of the metal powders used and their large specific surface area makes them susceptible to oxidation and agglomeration. Therefore, oxygen content is one of the most important indicators.
c. Sphericity
This is usually expressed in terms of the length to diameter ratio and is considered to be spherical when the ratio is less than 1.2. SEBM technology usually uses spherical or near-spherical powders.
d. Flowability
This is expressed in terms of the time it takes for a quantity of powder to flow through a standard funnel of a specified aperture, expressed in s/50g, the smaller the value the better the flow. Flowability is mainly related to sphericity and powder size. The better the sphericity, the better the flow, and the easier it is to control the powder spread during printing.
e. Bulk density and compaction density
Bulk density refers to the bulk density of the powder measured after it has been freely filled into a standard container. Vibrating density refers to the mass per unit volume of the powder in the container measured by vibrating under specified conditions. The higher the loose packing density and vibration density of the powder, the smaller the porosity between the powder, the higher the density of the formed parts, the main factors affecting the loose packing density and vibration density of the powder are the powder particle size and its distribution.
In addition, the porosity of the powder is also a key factor affecting the quality of the formed parts. Studies have shown that the porosity of the raw material powder is a key factor in the quality of AM parts.
These pores can be removed by hot isostatic pressing (HIP), but can reappear during subsequent heat treatment, significantly reducing the mechanical properties of the formed part, especially fatigue properties. These pores can be removed by hot isostatic pressing, HIP, but they reappear during the subsequent heat treatment, significantly reducing the mechanical properties of the formed part, especially the fatigue properties. Therefore, powders with low porosity should be selected as a printing material as far as possible.